Annexair has unveiled a brand-new eco-friendly ventilation system: a Biocomposite central air unit made of recycled plastic water bottles

With the rise of globalization, the desire to advance technology without harming future generations has become increasingly important. Being able to offer green energy solutions and eco-friendly materials at competitive prices will be key to achieving market penetration for North American companies considering global expansion in the coming years. With that purpose in mind, Annexair is convinced that this new business model is crucial and necessary in order to meet greenhouse gas emissions targets in Canada and in the US.
As a leader in the HVAC industry, Annexair takes the development of sustainable and greener technologies very seriously. Recognizing the need to move towards more environmentally sound materials and manufacturing techniques, they began to explore alternative materials as a means to help reduce our daily wastes. They looked closely at Biocomposite which is typically made up of natural resins and plant fibers but also assembled with recycled plastic bottles. This new solution is strong enough to be used in construction applications such as roofing, roads and walls.
Annexair spent 7 years in research and development perfecting an innovative solution that will launch the next era of ‘green ventilation’ in our HVAC industry. The Annexair team is proud to be the first manufacturer in the world to unveil an HVAC unit with a new casing made entirely from Biocomposite.
What does this mean for the future of our industry? Our new product:
- Reduces the environmental impact of our industry which encourages climate change, and affects the health of millions of people.
- Uses approximately 30 million recycled plastic bottles each year, keeping them out of our oceans.
- Allows us to cease the manufacture of metal casings for our HVAC units by 2021, thus effectively reducing waste once the units reach end-of-life.
- Contributes to our goal of passing product improvements benefits and cost savings to the end-user.
With the high demand for more sustainable HVAC units on the rise, we also recognize the need to ensure our manufacturing process is as ecologically sound as possible. In order to sustainably answer the high product demand, Annexair is also investing $40 million CAD on a new state-of-the-art 300,000 square foot factory in Quebec, where they can reach our maximum manufacturing potential within 3 to 5 years.
Annexair wishes to share our continuous focus on developing environmentally friendly solutions while staying committed to quality and innovation. Their engineers are constantly testing new materials and manufacturing methods that can be integrated into the manufacture of their units, making them the most advanced systems available in our industry today.
The age of steel is over, it is time to turn the page and care for our planet’s needs! Our industry has what it takes to do better and move forward
Please contact us to discuss designing your system using Biocomposite technology.
Featured Manufacturer:
Annexair



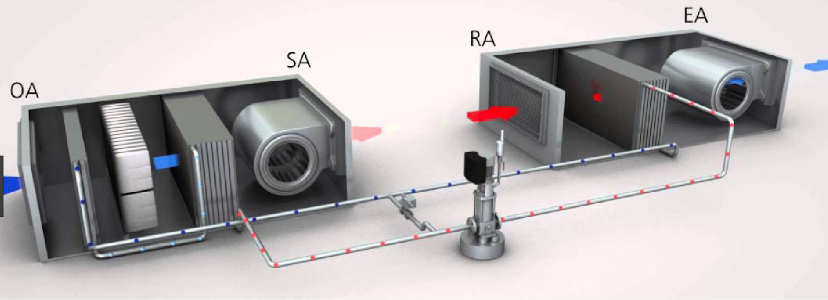
 his means, no hot water coil required in the AHU or any branch HW piping to the AHUs. Konvekta will provide reports to the owner on how the system performed for proof of performance.
his means, no hot water coil required in the AHU or any branch HW piping to the AHUs. Konvekta will provide reports to the owner on how the system performed for proof of performance.






 h each floor dedicated to one grade and a common outdoor learning area. The project included a 535 seat auditorium, a 352 seat cafeteria on the first floor for grades 5 & 6 and a 352 seat cafeteria on the third floor for grades 7 & 8, a gymnasium, classrooms, media center and administration spaces.
h each floor dedicated to one grade and a common outdoor learning area. The project included a 535 seat auditorium, a 352 seat cafeteria on the first floor for grades 5 & 6 and a 352 seat cafeteria on the third floor for grades 7 & 8, a gymnasium, classrooms, media center and administration spaces.
 white TPO UV-reflective membrane. Units have the entire exterior finished with a PVDF coating designed for UV resistance. Panels needed to pass ASTM B117 3000-hour salt fog resistance test and ASTM D4585 3000-hour moisture condensation resistance test. In addition, the paint needed to meet AAMA 620-02 standard for color, chalking, gloss retention, and abrasion resistance. The air handler unit casing was provided with a lifetime warranty against corrosion resistance under normal use.
white TPO UV-reflective membrane. Units have the entire exterior finished with a PVDF coating designed for UV resistance. Panels needed to pass ASTM B117 3000-hour salt fog resistance test and ASTM D4585 3000-hour moisture condensation resistance test. In addition, the paint needed to meet AAMA 620-02 standard for color, chalking, gloss retention, and abrasion resistance. The air handler unit casing was provided with a lifetime warranty against corrosion resistance under normal use.