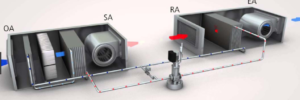
GROUND BREAKING! High-Efficiency Run Around Energy Recovery Systems Reducing Energy Consumption up to 80%! FIRST there were glycol run around loops 40% efficiency THEN came plate and frame heat exchangers 60% efficiency NEXT came heat recovery wheels 70% efficiency NOW, high-efficiency energy recovery coils UP to 80% EFFICIENCY! Konvketa guarantees the amount of energy recovered!… Read more »

